


Гидравлический листогибочный пресс Macro высокого качества WE67K DSVP 80T 3200 CNC 4+1 DA53T
Введение в продукт:
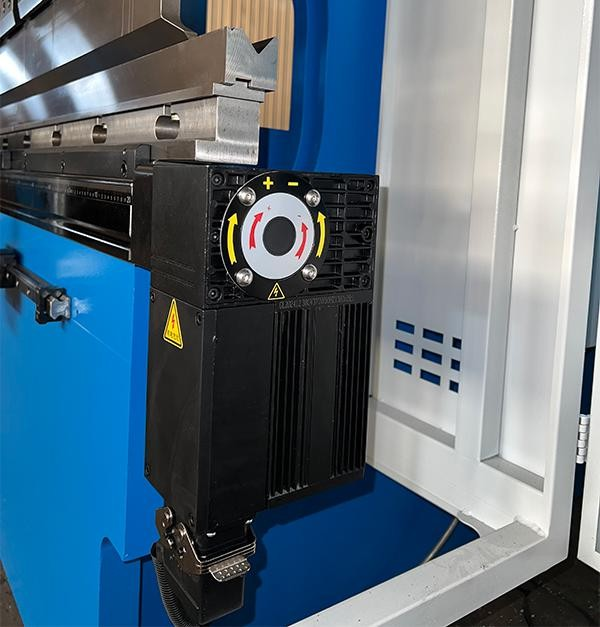
Серводвигатель гибочного станка с ЧПУ DSVP работает на основе системы сервоуправления. Он получает управляющий сигнал от системы ЧПУ и преобразует электрический сигнал в точное механическое перемещение. В частности, энкодер
Серводвигатель, установленный внутри, в режиме реального времени передаёт данные о положении двигателя, скорости и другие данные в систему управления, формируя замкнутый контур управления. Таким образом, система управления может непрерывно регулировать выходную мощность двигателя в соответствии с отклонением фактического перемещения от заданного значения, обеспечивая высокоточное управление перемещением ползунка гибочного станка и гарантируя точность и стабильность гибки.
Станок имеет сварную конструкцию и оснащен высокоточной системой числового программного управления Delem DA53T. Он оснащен функцией имитации гибки и прост в эксплуатации. Гидравлическая система Rexroth, импортированная из Германии, обеспечивает высокую стабильность работы гидравлического листогибочного пресса с ЧПУ. В качестве компенсации рабочего стола можно выбрать механическую или гидравлическую компенсацию, что гарантирует прямолинейность и угол гибки обрабатываемой заготовки. Шарико-винтовая передача и линейные направляющие изготовлены в высокотехнологичной конфигурации тайваньской компании HIWIN. Система числового программного управления автоматически регулирует величину компенсации, что обеспечивает простоту эксплуатации и длительный срок службы станка.
Характеристика продукта
1. Технология DSVP позволяет автоматически регулировать выходной поток и давление масляного насоса в соответствии с фактической рабочей нагрузкой гибочного станка, что позволяет экономить около 60% энергии по сравнению с традиционными гибочными станками.
2. Поскольку выходная мощность масляного насоса соответствует фактической нагрузке, снижаются потери энергии и тепловыделение, снижается температура масла во время работы, что позволяет продлить срок службы гидравлических компонентов. Кроме того, значительно снижается уровень шума, что обеспечивает более тихую рабочую среду.
3. Высокоскоростная и высокоточная обработка: благодаря передовой системе ЧПУ и сервоуправлению, ползунок гибочного станка с ЧПУ DSVP движется быстро, обеспечивая быстрое завершение гибки и повышение эффективности производства. Высокая точность позиционирования, например, для некоторых видов оборудования, достигает ±0,01 мм, что обеспечивает точность размеров и однородность обрабатываемых деталей.
4. Полностью автоматический гидравлический листогибочный пресс с ЧПУ для гибки листового металла из нержавеющей стали с высокой точностью гибки, высокой эффективностью, простотой и безопасностью эксплуатации.
5. Сварная стальная конструкция всего станка обеспечивает высокую точность и стабильность.
6.Используйте визуальную операционную систему Delem DA53T, с
сенсорный экран, многофункциональный и практичный, простой в эксплуатации.
Задний упор с ЧПУ 7,4+1 осей, высокая точность может достигать ± 0,01 мм
8. С главным двигателем Siemens из Германии, электрическими компонентами Schneider из Франции.
9. Оснащен линейными направляющими и шарико-винтовой парой HIWIN, с высокой точностью, достигающей 0,01 мм.
10.Использует электрогидравлическую систему сервоуправления с высокой производительностью и точностью.
11. Гидравлические листогибочные прессы с ЧПУ изготавливаются из материалов 42CrMo, что обеспечивает твердость штампа и длительный срок его службы.
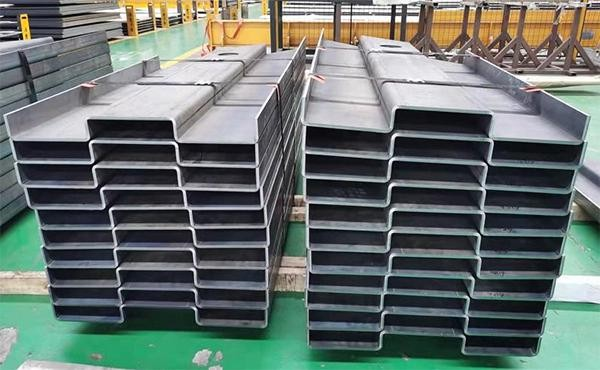
Применение продукта

Размеры и формы металлических конструкционных деталей и деталей машин существенно различаются, что требует высокой производительности и адаптивности гибочного станка. Он должен быть способен обрабатывать листы различной толщины и из разных материалов, обеспечивая при этом прочность и точность после гибки.
Его можно использовать для изготовления соединительных деталей стальных балок и стальных колонн в строительных стальных конструкциях, а такжеВерстаки, кронштейны, коробки и т. д. в машиностроении. Мощное давление и точное управление гибочного станка с ЧПУ DSVP позволяют эффективно гнуть толстые листы и высокопрочные стали, отвечая требованиям к прочности и точности деталей в металлоконструкциях и машиностроении.




Параметр продукта
|
NO |
Спецификация | Цилиндр Диаметр цилиндра/шток диаметр(мм) | масляный насос(мл/об) *2 | (Серводвигатель + драйвер)*2 | Быстрое уменьшение скорости( мм/с) | Рабочая скорость (мм/с) ) | Скорость быстрого возврата (м РС) | Рабочее давление (бар) | Емкость топливного бака (Л) |
| 1 | 63Т | 120/115 | 13 | 5,5 кВт | 250 | 25 | 250 | 275 | 50 |
| 2 | 100Т | 151/145 | 16 | 7,5 кВт | 280 | 25 | 250 | 275 | 63 |
| 3 | 125Т | 172/165 | 16 | 7,5 кВт | 180 | 15 | 180 | 270 | |
| 4 | 160Т | 197/190 | 16 | 7,5 кВт | 160 | 12 | 160 | 255 | |
| 5 | 200Т | 220/210 | 20 | 9 кВт | 130 | 13 | 140 | 263 | 80 |
| 6 | 250Т | 240/230 | 20 | 9 кВт | 130 | 11 | 130 | 275 | |
| 7 | 300Т | 260/250 | 20 | 9 кВт | 120 | 9 | 120 | 285 | |
| 8 | 400Т | 310/295 | 32 | 15 кВт+22 кВт | 100 | 11 | 110 | 265 | 200 |
| 9 | 500Т | 350/335 | 32 | 15 кВт+22 кВт | 100 | 7 | 90 | 260 | |
| 10 | 600Т | 380/360 | 40 | 19,6 кВт+37 тыс. W | 100 | 8.5 | 80 | 265 | 300 |
| 11 | 800Т | 430/410 | 50 | 31кВт+37кВт | 100 | 8 | 90 | 276 | |
| 12 | 1000Т | 480/460 | 63 | 35,6 кВт+45К W | 100 | 6.5 | 80 | 276 | 400 |
| 13 | 1200Т | 540/510 | 63 | 35,6 кВт+45К W | 100 | 6.5 | 60 | 262 | |
| 14 | 1600Т | 630/600 | 100 | 60 кВт+75 кВт | 100 | 8 | 80 | 260 | 650 |
| 15 | 2000Т | 700/670 | 125 | 72 кВт+90 кВт | 100 | 8 | 90 | 260 | |
| 16 | 2500Т | 760/730 | 125 | 72 кВт+90 кВт | 100 | 6.5 | 80 | 275 | |
| 17 | 3000Т | 835/800 | 160 | 90 кВт+110К W | 100 | 7 | 80 | 275 | 1000 |
| 18 | 3600Т | 915/880 | 160 | 90 кВт+110К W | 100 | 6 | 80 | 275 |
Подробная информация о продукте:
Обратная сторона
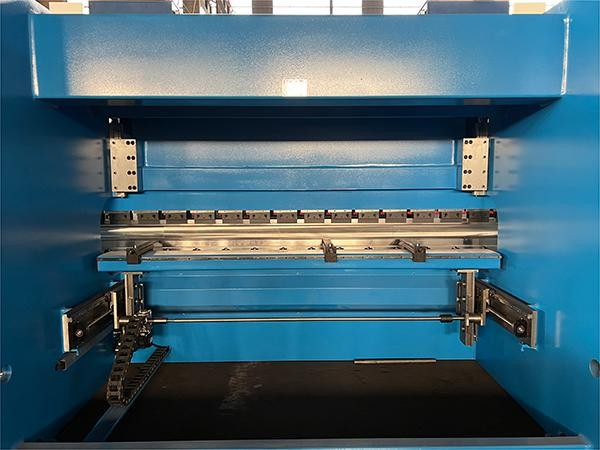
Быстрый зажим

Гидравлический клапан Рексрот

Гидравлический насос от Sunny

Электрический шкаф
Контроллер ЧПУ Delem DA53T

Главный двигатель Invoance Servo

Стандартный инструмент (опционально)

Винтовой шарико-винтовой привод и линейная направляющая

Механическая компенсация
Образец :


Дополнительная система:

Категории продуктов
-

Macro высококачественный гидравлический WE67K DSVP 160T 320...
-

Macro высококачественный гидравлический WE67K 400T 4000 CT...
-

Macro высококачественный гидравлический WE67K 160T 3200 CN...
-

Macro высокоточный гидравлический WE67K 220T 4000 ...
-

Макро высококачественный WE67K серии 90T 2600 мм CT15...
-

ЧПУ автоматический 8+1 осевой delem DA66T WE67K-200T/4...